




Stroj za oblikovanje stropnih T-mreža u obliku valjaka
Naziv stroja:
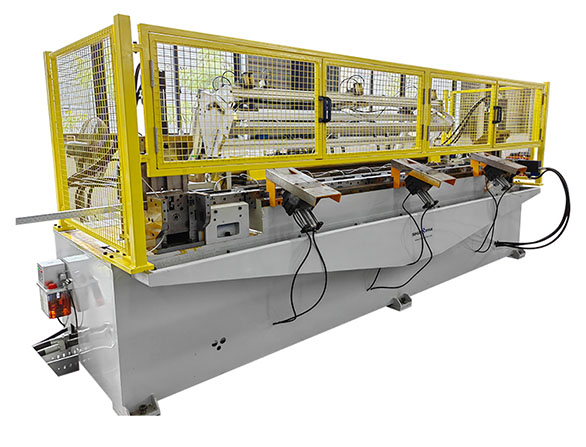
Automatski stroj za oblikovanje valjanjem glavne T-mreže velike brzine s više specifikacija zamjenom jednog seta jedinica za oblikovanje valjcima (COMBI).
Jedinica za valjanje s mjenjačem
1.1. Proizvodnu liniju T-bara može nadzirati PLC. Ako proizvodna linija T-bara ima greške, PLC će ih locirati. Radnicima je jednostavno održavanje.
1.2. Brzina proizvodnje T-bara je 0-60 m/min. Prosječna brzina poprečnog t-bara je 36 m u minuti. U jednoj minuti može se proizvesti 6 KOMADA duljine 3660 mm (12 FT) i 40 KOMADA glavnog stabla duljine 1200 (4 FT).
1.3. Različite specifikacije Jedinice za oblikovanje valjcima (6) mogu se zamijeniti za 30 minuta, specifikacije 24X32H mogu se proizvesti ako se doda jedan set jedinica za oblikovanje valjcima (6).
Crtež proizvoda:
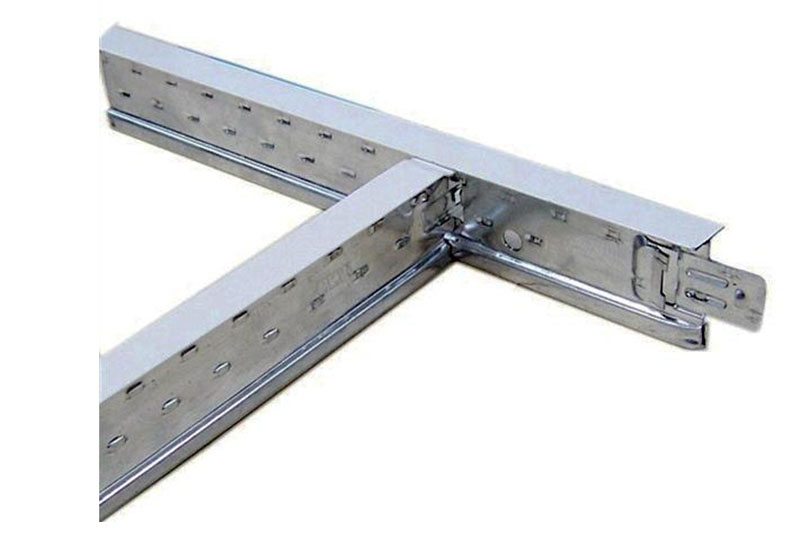
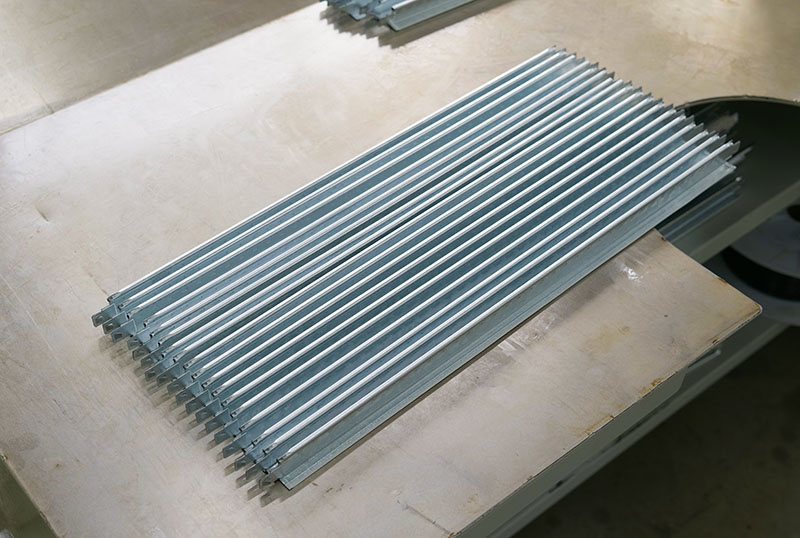
Glavni profil T-bara 38h *24*3600mm/3700mm.
Profil poprečne T-šipke 38h*24*600/1200mm.
Stroj dizajniramo prema vašem potvrđenom crtežu.
1. Dvostruki motorizirani odmotavač (zavojnica od obojenog čelika)
1.1. Nosivost: 1500 kg * 2
1.2. Specifikacija zavojnice: vanjski promjer 2000 mm, unutarnji promjer 508 mm. Širina zavojnice obojenog čelika: 100 mm
1.3. Ručnim valjanjem za zatezanje zavojnice
1.4. Pokretan motorom
1.5. Pogonski motor: 1,5 kW
2. Dvostruki motorizirani odmotavač (pocinčana čelična zavojnica)
2.1. Nosivost: 3000 kg*2
2.2. Specifikacija zavojnice: vanjski promjer 1500 mm. unutarnji promjer 508 mm. širina: 150 mm.
2.3. Ručnim uvijanjem za zatezanje zavojnice.
2.4. Pogonjeno motorom
2.5. Pogonski motor: 1,5 kW

Jedinice za valjanje rade velikom brzinom, stoga nam je potrebna jedinica za skladištenje kako bismo zaštitili motor i reduktor te produžili njihov vijek trajanja.

Snaga motora je 15KW, marka je ABB.
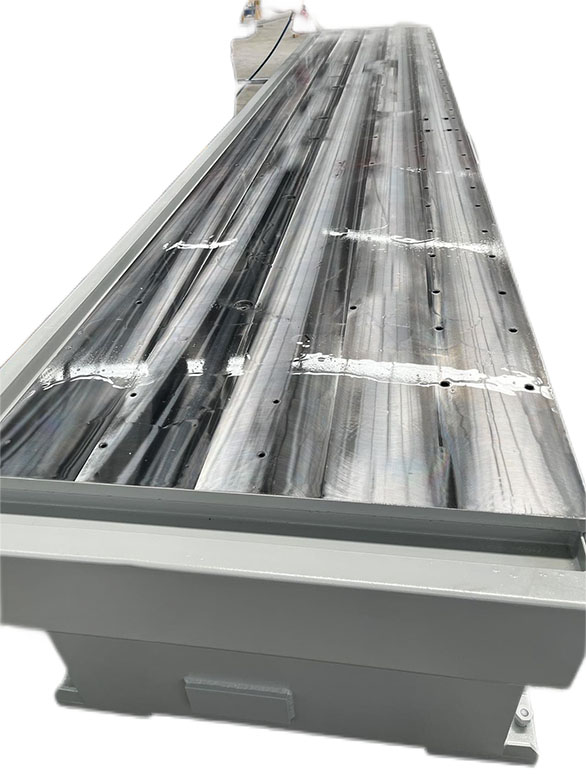
Osnovni materijal stroja je čelik Q345-B, koji je toplinski obrađen kako bi se uklonila unutarnja sila i osigurao dugi vijek trajanja stroja.
Radni stol stroja koristi veliku CNC obradu za visoku preciznost, toleranciju ravne površine unutar 0,05 mm, razmak unutar 0,02 mm u jedinicama za oblikovanje valjcima ili locirajućem klinu.
Jedinice za valjanje (COMBI) su pričvršćene na bazu stroja. COMBI se može zamijeniti prema različitim veličinama t-bara.
Stanica za valjanje 16 + 5 pomoćnih valjaka, materijal valjaka je CR12MOV1 (SKD11) Vakuumska toplinska obrada 58-62 HRC.
Stroj za valjanje profila ima strukturu cijelog mjenjača kako bi se produžio vijek trajanja stroja.
Promjer jezgre osovine je ∮40 mm, materijal je 40 CR dobiven toplinskom obradom kaljenjem.
Materijal okvira zida: Q345 - B, CNC obrada, toplinska obrada.
Broj sjedala za ravnanje: 1 set, koristi se za ravnanje profila odozgo i odozdo, sprijeda i straga, slijeva i desno.
Brzina linije oblikovanja 0-80M/min. Brza ili spora brzina može se automatski kontrolirati.

Matrica za probijanje koristi materijal SKD11 s vakuumskom toplinskom obradom, tvrdoća je HRC 58–62.
Ugradite 6 komada matrica za bušenje rupa.
Rezna duljina 3600 mm, rupe za montažu T-BAR-a, Spajanje hidrauličkim probijanjem, Robot nosi probušenu T-šipku na stol za slaganje.
Snaga motora: 15KW, Marke motora: ABB
Radni tlak pumpe: 140 kg Hidraulički protok: 65L Marka je Rexroth (njemački)
Cilindri za ulje, količina: 9 komada
Akumulator: 25L Marka: OLAER (francuski)
Senzor tlaka, IFM (njemački) elektromagnetski ventil: Rexroth (njemački)
Marka filtracije je Parker (SAD) 10.7, ulje se hladi vodom ili zrakom (prema narudžbi).

PLC marke: MITSUBISHI (JAPAN).
Kontroler smicanja: talijanski (SIHUA).
Snaga frekvencijskog pretvarača: 15 KW marka: YASKAWA (Japan)
Marka releja i prekidača: Schneider.
Sučelje čovjek-stroj (zaslon osjetljiv na dodir) marke: KINCO, veličine 10,4".
Električni ormar, spojen vanjskim kabelom pomoću brzog utikača.








Kategorije proizvoda
-

Automatski veliki brzi višespecifikacijski glavni ...
-

Stroj za valjanje poprečnih T-barova s legiranim konektorima
-

SIHUA oprema za oblikovanje stropne T-mreže valjanjem
-

Automatski spušteni strop, dugi i kratki križni...
-

Talijanska tehnologija stropa SIHUA glavni i križni...
-

Šangajska kvaliteta SIHUA glavna stropna t-mreža rola...